
 Zapytaj konsultanta
Zapytaj konsultantaHeidenhain jest najbardziej przyjaznym dla operatora sterowaniem obrabiarek CNC, zorientowanym na programowanie kształtowe bezpośrednio na maszynie. Nadaje się doskonale przy produkcji krótkich serii, dla zakładów nie posiadających systemu CAD/CAM. Krótki czas przetwarzania bloku oraz specjalne strategie obróbki są najbardziej cenione wśród narzędziowni i producentów form. Niemiecki producent sterowania postawił na jego wszechstronne zastosowanie zarówno dla małych firm, jak i producentów detali w milionowych seriach.
Najbardziej popularnym na rynku jest sterowanie TNC 620 i 640. Różnica pomiędzy nimi to przede wszystkim czas przetwarzania bloku oraz dostępność opcji w cenie sterowania. TNC 620 wymaga dokupienia części opcji Heidenhain zawartych w standardzie w TNC 640.
Spis treści
Opcje sterowania Heidenhain
TBI Technology specjalizuje się w sterowaniu Heidenhain TNC 620 i 640. Czy wiesz, że Heidenhain to nie tylko kompleksowe sterowanie, ale także liczne opcje, które zdecydowanie ułatwią Twoją pracę z obróbką? Opcje możesz uruchomić w dowolnym momencie od zakupu.
Poniżej przedstawiamy ciąg dalszy artykułów:
Opcja Heidenhain #20
Weryfikacja grafiki z poziomu programu, Grafika podczas uruchomionego programu.
Programowanie graficzne
Funkcja programowania graficznego jest standardem we wszystkich układach sterowania. Natomiast symulacja obróbki, symulacja sytuacji kolizyjnych, symulacja w tle w trakcie obróbki innego programu wymaga zakupu dodatkowej opcji #20.
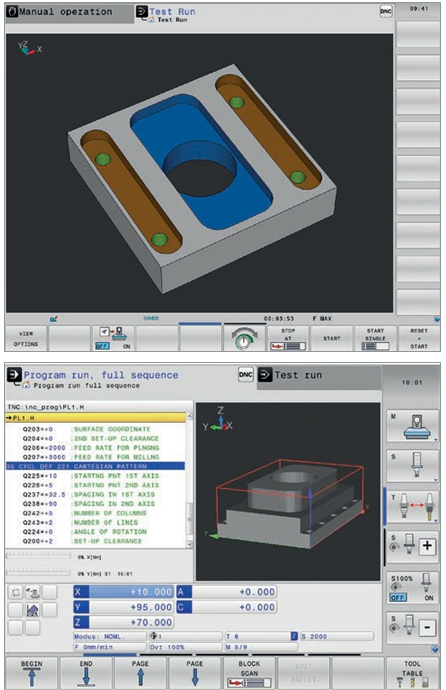
Grafika testowa
Aby być po bezpiecznej stronie przed uruchomieniem programu, TNC może symulować obróbkę detalu w formie grafiki. TNC może wyświetlić symulację w następujący sposób:
- W widoku rzutu z góry z różnymi odcieniami głębokości
- W trzech rzutach (jak na rysunku obrabianego przedmiotu)
- W widoku 3D
Detale można wyświetlać z powiększeniem. Dodatkowo TNC wskazuje obliczony czas obróbki w godzinach, minutach i sekundach.
Grafika podczas uruchomionego programu
TNC pokazuje grafikę postępu obróbki w czasie rzeczywistym. Chłodziwo w sprayu i osłony ochronne zazwyczaj utrudniają bezpośredni dostęp do obrabianego przedmiotu. Można to obejść za pomocą prostego naciśnięcia klawisza i zobaczyć symulowany postęp obróbki detalu.
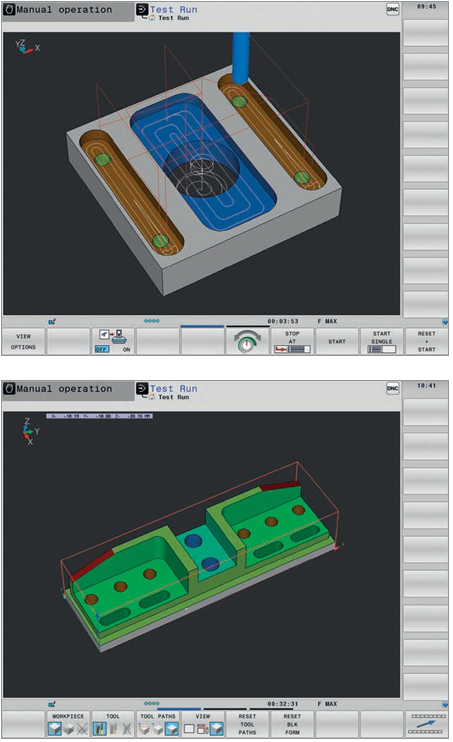
Szczegółowy widok 3D w weryfikacji z poziomu programu i grafiki podczas uruchomionego programu.
Wysoko szczegółowy widok 3D
Weryfikacja grafiki z poziomu programu i grafika podczas uruchomionego programu TNC 640, TNC 620 zawierają dalsze opcje przeglądania ze szczegółowym widokiem 3D. Pomagają one ocenić jakość detalu w symulacji jeszcze przed rozpoczęciem obróbki rzeczywistej oraz podczas obróbki w czasie rzeczywistym.
Widok 3D w wysokiej rozdzielczości o wysokim współczynniku powiększenia ujawnia najmniejsze błędy programowe na powierzchni obrabianego przedmiotu. Zapewnia również możliwość wyświetlania ścieżek narzędzia, w tym powiązanych numerów bloków, aby umożliwić jeszcze dokładniejszą analizę danych NC. Bardzo pomocna jest również funkcja przezroczystości detalu, która umożliwia wykrywanie ukrytych ubytków i podcięć.
Ulepszona grafika poprawia również widoczność operacji obróbki specyficznej dla danego narzędzia: wszystkie czynności obróbki, które wykonuje się za pomocą jednego i tego samego narzędzia są przedstawione w ich własnym kolorze. TNC posiada również funkcję pomiarową w widoku 3D. Można umieścić wskaźnik myszki w dowolnym miejscu grafiki, aby zobaczyć współrzędne.
Oprócz symulacji obróbki materiału TNC 640 pokazuje również cały model maszyny 3D. Użytkownik może w ten sposób dokładnie ocenić działania w przestrzeni roboczej przed rozpoczęciem obróbki rzeczywistej. Producent obrabiarek konfiguruje i dopuszcza obiekty kolizyjne maszyny.
Jeśli potrzebny jest tylko szybki podgląd konturu i czasu obróbki, można zmienić rozdzielczość i tryb symulacji, aby umożliwić przyspieszone obliczanie.
Opcja Heidenhain #21
Korekcja narzędzia: czytanie konturów do przodu kompensowane promieniem (LOOK AHEAD).
Funkcja nakładania pokrętła
Funkcja nakładania pokrętła (M118) umożliwia dokonywanie ręcznych korekt za pomocą pokrętła podczas włączonego programu. Jest to szczególnie przydatne w przypadku zmiany kątów nachylenia osi obrotowych w napisanych obcych programach NC, ponieważ często prowadzą one do kolizji między głowicą pochylną a obrabianym przedmiotem. Można również użyć pokrętła do regulacji kompensacji przesunięcia w osiach liniowych bez konieczności zmiany programu NC.
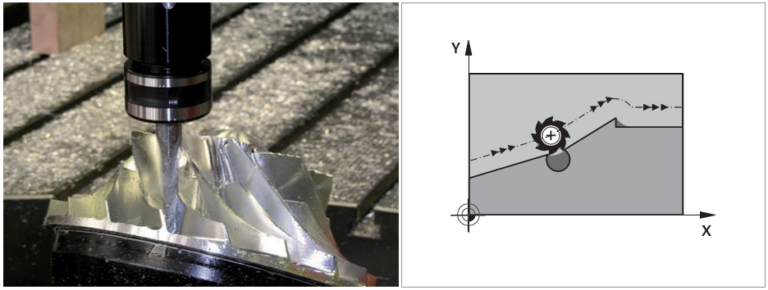
Funkcja LOOK AHEAD
Funkcja LOOK AHEAD w systemie przetwarzania geometrii TNC sprawdza ścieżki skompensowane promieniem dla podcięć konturów i przecięć ścieżek narzędzi i oblicza ścieżkę narzędzia z wyprzedzeniem, zaczynając od aktualnego bloku. Obszary konturu, które mogą zostać uszkodzone przez narzędzie, nie są obrabiane (ciemne obszary na rysunku) i mogą być później obrabiane mniejszym narzędziem. Dzięki tej funkcji można również wprowadzić kompensację promienia narzędzia w programach NC, które zostały utworzone za pomocą obcego systemu programowania i które zostały wyprowadzone z nieskompensowanym konturem. Umożliwia to kompensację nieścisłości w programach NC wynikających z obliczeń w systemie CAM.
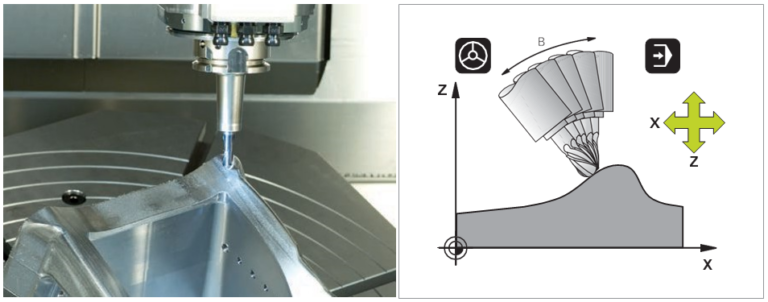
Opcja Heidenhain #48
KinematicsOpt: łatwa kalibracja osi obrotowych.
Wymagania dotyczące dokładności stają się coraz bardziej rygorystyczne, szczególnie jeśli chodzi o obróbkę w pięciu osiach. Oczekuje się, że skomplikowane detale będą obrabiane zgodnie z dokładnymi specyfikacjami z powtarzalną dokładnością przez dłuższy czas.
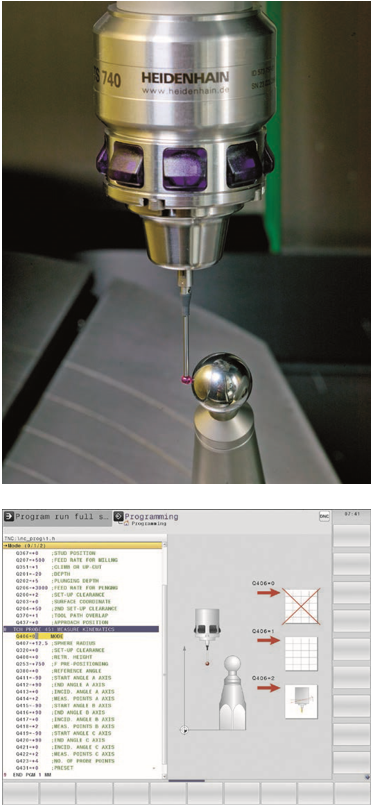
Funkcja TNC KinematicsOpt jest kluczowym składnikiem, który pomoże sprostać tym wysokim wymaganiom. Najpierw cykl pomiarowy dokonuje automatycznie pomiaru osi obrotowych maszyny przy pomocy sondy dotykowej HEIDENHAIN. Proces pomiarowy jest taki sam, niezależnie od tego, czy oś obrotowa jest stołem obrotowym, stołem uchylnym, czy też głowicą obrotową.
Dla kalibracji osi obrotowych montuje się kulę kalibracyjną w dowolnym miejscu na stole maszyny i dokonuje pomiarów przy pomocy sondy dotykowej HEIDENHAIN. Przed wykonaniem pomiaru można ustawić rozdzielczość i zdefiniować inny zakres pomiarowy dla każdej osi obrotowej.
Na podstawie zmierzonych wartości TNC określa błędy przestrzenne, które powstają przez nachylenie osi. Następnie cykl oblicza zoptymalizowany kinematyczny opis maszyny, który minimalizuje te błędy i zapisuje go jako model kinematyczny maszyny.
Oczywiście dostępny jest również szczegółowy plik dziennika zawierający rzeczywiste wartości pomiarowe, zmierzoną i zoptymalizowaną dyspersję (dla statycznej dokładności pochylenia) oraz rzeczywiste wartości kompensacji.
Optymalne wykorzystanie KinematicsOpt wymaga bardzo sztywnej kuli kalibracyjnej dla zredukowania deformacji spowodowanych siłami pomiarowymi. W tym celu firma HEIDENHAIN oferuje kule kalibracyjne z bardzo sztywnymi uchwytami o różnych długościach.
Dostępne są kule kalibracyjne jako akcesoria:
- KKH 80 Wysokość: 80 mm ID 655475-03
- KKH 250 Wysokość: 250 mm ID 655475-01
Opcja Heidenhain #93
Kompleksowe zarządzanie narzędziami.
Expanded Tool Management
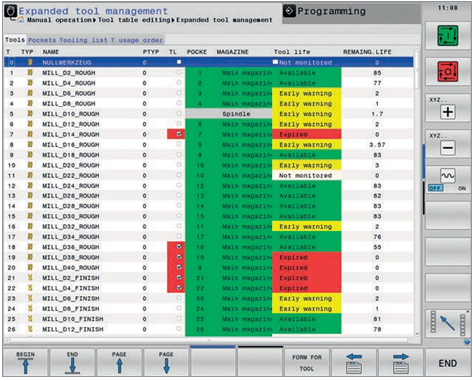
Opcja Expanded Tool Management oferuje wiele nowych funkcji, dzięki którym zarządzanie narzędziami i zasobnikami staje się bardziej przejrzyste. Procesami załadunku i rozładunku można zarządzać poprzez przeciąganie i upuszczanie za pomocą myszy. Lista użycia narzędzi podaje, jak długo narzędzia miały kontakt z obrabianymi przedmiotami, a jasno skonstruowane tabele wykorzystują kodowanie kolorystyczne do wskazywania różnych statusów narzędzi. Ponadto wszystkie narzędzia używane w wybranym programie można wyświetlić na liście oprzyrządowania.
Obecnie jest dostępna funkcja importu plików CSV do odczytu i eksportu plików CSV. CSV (Comma Separated Values) to format pliku tekstowego do wymiany danych o prostej strukturze. Funkcja ta jest szczególnie przydatna w przypadku wymiany danych, jeśli narzędzia mierzy się i kalibruje za pomocą zewnętrznych ustawień obrabiarki na wymiar obrabianej części. Ten format pliku można również otworzyć i zapisać w programie Excel.
Obecnie istnieje również prosty interfejs do szybkiego i pewnego usuwania danych o narzędziach. TNC pokazuje dane narzędzia, które mają zostać usunięte w wyskakującym oknie, dając możliwość upewnienia się, że żadne ważne dane nie zostaną przypadkowo usunięte.
Opcja Heidenhain #144
MAC: adaptacja parametrów sterowania w zależności od ruchu.
Ffunkcja MAC
Oprócz adaptacji parametrów sterowania w zależności od pozycji za pomocą opcji PAC, funkcja MAC (Motion Adaptive Control) umożliwia również zmianę parametrów maszyny w oparciu o inne dane wejściowe, takie jak prędkość, po błędzie lub przyspieszenie napędu. Ta zależna od ruchu adaptacja parametrów sterowania umożliwia, przykładowo, realizację zależnej od prędkości adaptacji współczynnika kv na motorach, które wykazują zmiany stabilności przy różnych prędkościach ruchu poprzecznego.
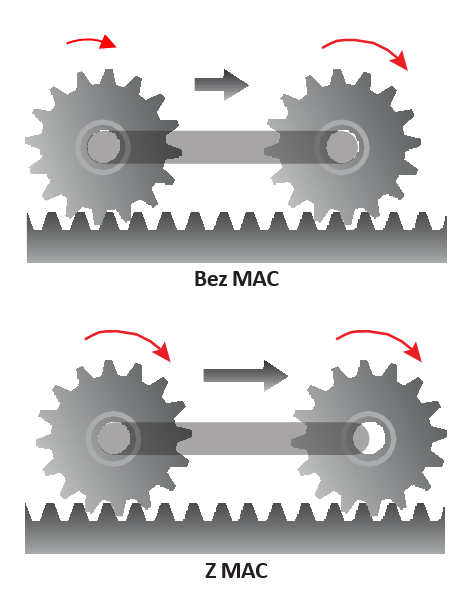
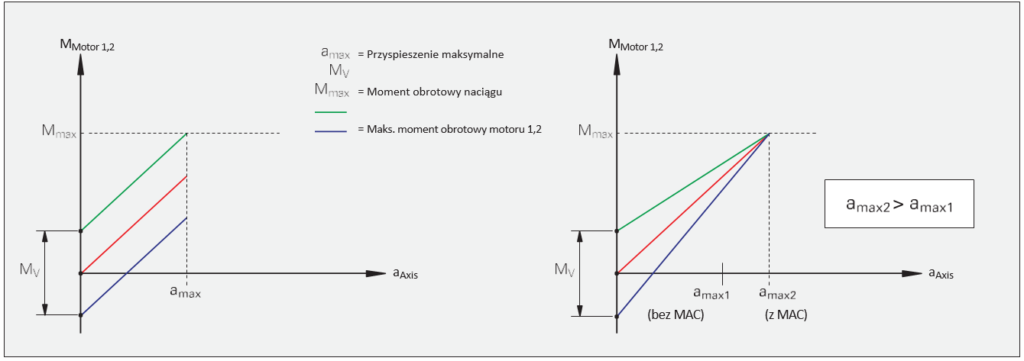
Kolejnym zastosowaniem jest zależna od przyspieszenia zmiana momentu obrotowego naciągu pomiędzy nadrzędnym i podległym do sterowania momentem obrotowym nadrzędnym i podległym.
Dzięki opcji MAC takie rozwiązanie umożliwia osiągnięcie znacznie wyższego maksymalnego przyspieszenia przy biegu szybkim, np. poprzez parametryczną redukcję momentu obrotowego naciągu przy wzrastającym przyspieszeniu.
Opcja Heidenhain #146
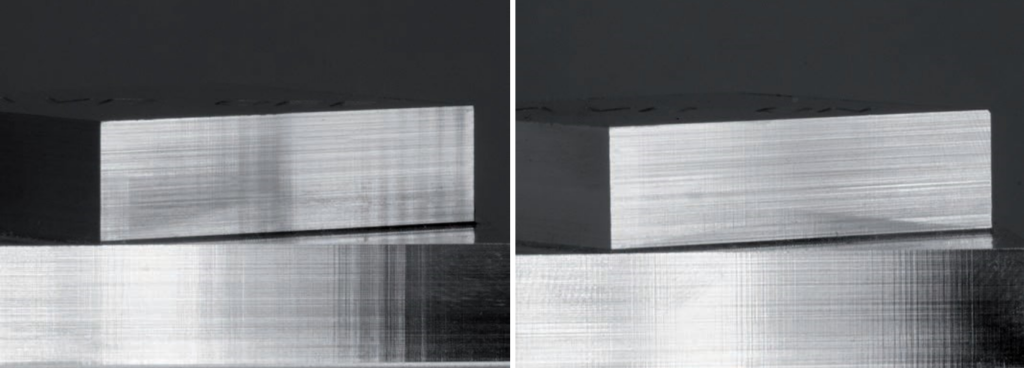
AVD: aktywne tłumienie drgań
Jeśli na obrabiarce występują drgania o niskiej częstotliwości, powierzchnie pochyłe lub zakrzywione mogą często mieć problemy z wykończeniem w postaci widocznych cieni lub wahań w kontraście. Na powierzchni obrabianego przedmiotu mogą być widoczne wierzchołki rzędu 1 µm lub nawet mniejsze. Wady te często wymagają ponownej obróbki powierzchni, co generuje dodatkowe koszty. Funkcja ta zapewnia gładkość obrabianej powierzchni.
Najczęściej występującymi przyczynami zakłóceń o niskiej częstotliwości są elastyczność układu napędowego, np. gdy pojawiają się drgania pomiędzy stroną napędu (motorem) i stroną cierną (prowadnicą) oraz drgania ustawień maszyny, gdzie duże przyspieszenia osi obrabiarek generują zakłócenia poprzez elementy mocujące ustawienia maszyny lub poprzez podstawę obrabiarki
Wzbudzenia spowodowane dużymi przyspieszeniami można zredukować poprzez obniżenie szarpnięcia, ale powoduje to wydłużenie czasu obróbki.
Funkcja aktywnego tłumienia drgań (AVD) wykorzystuje pętlę sterowania TNC do precyzyjnego tłumienia dominujących wibracji o niskiej częstotliwości. Opcja AVD daje dwa efekty: z jednej strony zapewnia czystą powierzchnię obrabianej powierzchni, ponieważ wibracje, które stają się tam widoczne, są tłumione, a z drugiej strony AVD umożliwia szybkie i mało wibracyjne czynności frezowania.
W ten sposób AVD zwiększa produktywność obrabiarki i poprawia jakość powierzchni obrabianych przedmiotów.
To tylko kilka opcji sterowania Heidenhain, których wybór jest naprawdę obszerny.
Skontaktuj się z naszym serwisem w celu dobrania najlepszego rozwiązania, aby Twoja obróbka stała się jeszcze szybsza i przyjemniejsza!





